PSA Oxygen System
Pressure Swing Adsorption technology for on-site, continuous medical-grade oxygen generation — eliminating cylinder dependency.

On-Site Oxygen Generation with PSA Technology
The PURE-OX EP-Series PSA Oxygen Plant separates oxygen from compressed air using Zeolite molecular sieves in a Pressure Swing Adsorption cycle. Two adsorber towers alternate between adsorption and regeneration phases, delivering a continuous, uninterrupted stream of medical-grade oxygen at 93 ± 3% purity — 24 hours a day, 365 days a year.
Designed for hospitals, clinics, military field units, veterinary facilities, and industrial applications, the EP-Series eliminates reliance on oxygen cylinders and liquid oxygen tanker deliveries, dramatically reducing operational costs while ensuring uninterrupted supply.
- ISO 13485 — Medical Device Quality Management
- Compliant with HTM 02-01 (UK) & IS 7052 (India)
- CE Marked — meets EN 13718 requirements
- 93 ± 3% purity with integrated O₂ analyser alarm

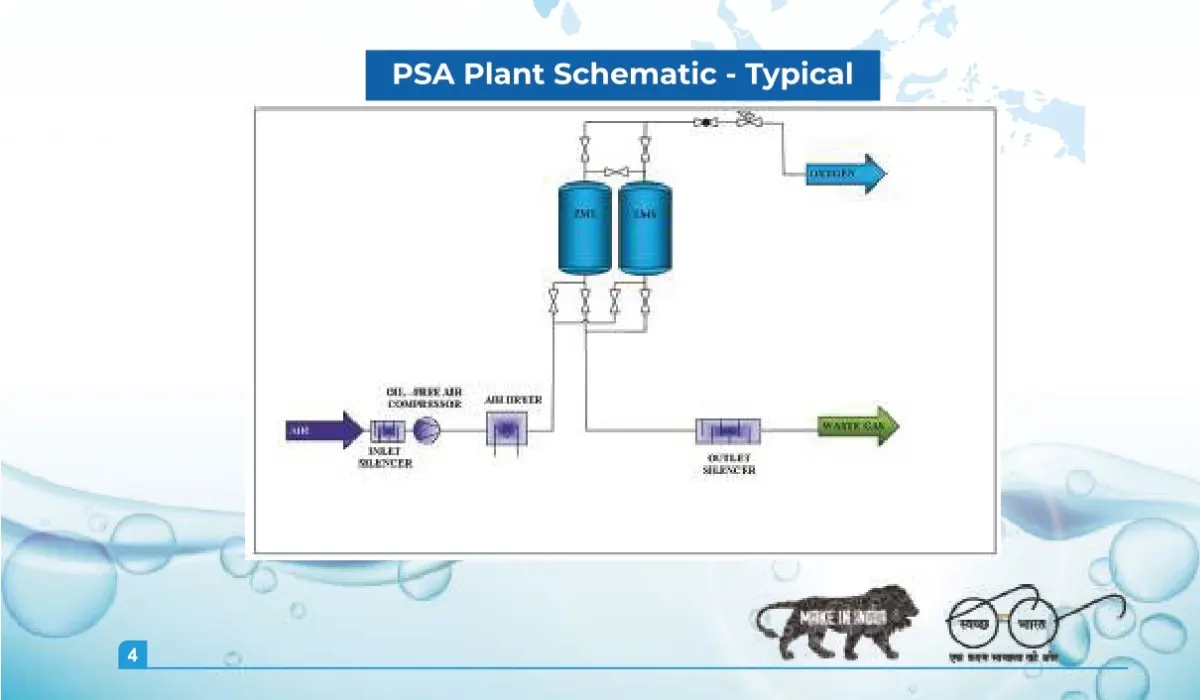
How the PSA Process Works
Pressure Swing Adsorption uses two towers packed with Zeolite molecular sieves. While Tower A adsorbs nitrogen and delivers oxygen, Tower B regenerates — then they swap. The result: a continuous, uninterrupted oxygen supply.
-
Air Compression
Ambient air is drawn in and compressed to 4–6 bar by an oil-free or oil-lubricated air compressor, then cooled and filtered.
-
Air Drying & Filtration
A refrigerant air dryer removes moisture. Pre-filters strip oil vapour and particulates, protecting the molecular sieves.
-
Nitrogen Adsorption
Compressed dry air passes through the Zeolite sieve bed. Nitrogen molecules are adsorbed under pressure; oxygen passes through as the product gas.
-
Bed Regeneration
The loaded tower depressurises and purges with a fraction of produced oxygen, releasing adsorbed nitrogen and readying the sieve for the next cycle.
-
Oxygen Buffer Storage
Produced oxygen is stored in the product oxygen receiver tank, smoothing out pressure fluctuations before supply to the pipeline or cylinders.
Complete Integrated System
Every EP-Series installation is a fully integrated system. Core components are included as standard; optional equipment is available based on site requirements.
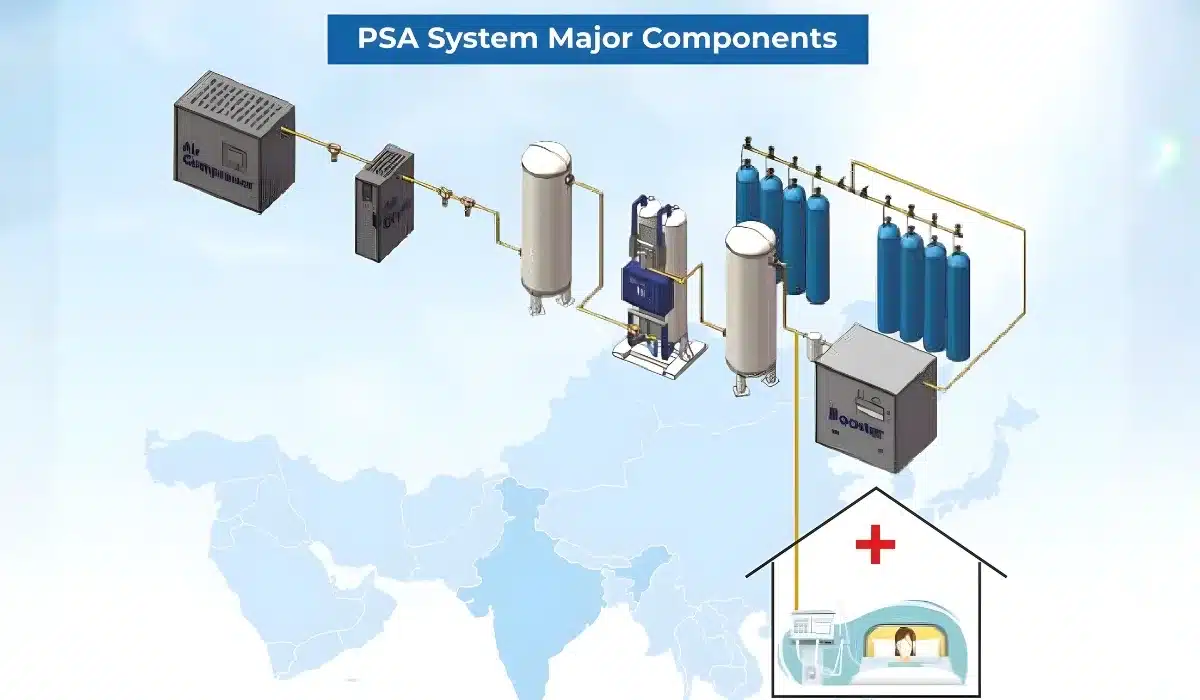
Standard Components
Air Compressor
Oil-free or oil-lubricated screw/piston compressor sized to the plant capacity. Provides the pressurised feed air for the PSA cycle.
Air Dryer
Refrigerant-type air dryer that reduces dew point to ≤ +3 °C, preventing moisture from degrading the Zeolite molecular sieve beds.
Air Receiver Tank
Buffer vessel storing compressed dried air before it enters the PSA columns, stabilising feed-air pressure and flow.
PSA Oxygen Plant
Dual-tower Zeolite sieve columns with pneumatically actuated valves. Produces oxygen at 93 ± 3% purity continuously.
Oxygen Receiver Tank
Product buffer tank that smooths out pulsations from the adsorption cycle and maintains steady pipeline pressure.
Auto Change-Over Panel
Automatic manifold that switches to backup cylinder bank if PSA output falls below set purity threshold — ensuring zero supply interruption.
Optional Equipment
VFD — Variable Frequency Drive
Fitted to the compressor motor to match output to real-time oxygen demand, reducing energy consumption by up to 35%.
Digital O₂ Flow Meter
Mass flow meter with digital display showing real-time oxygen flow rate (LPM/NM³/h) and cumulative volume.
HMI Touch Panel
PLC-based Human Machine Interface for real-time monitoring of pressure, purity, flow, and alarms. Supports Modbus/BACnet.
Oxygen Booster Compressor
Oil-free booster raises product oxygen pressure to 150–200 bar for cylinder filling or high-pressure industrial applications.
EP-Series Technical Specifications
All models operate at 93 ± 3% O₂ purity. Contact us for custom capacities beyond the EP-Z model.
| Model | O₂ Flow (LPM) | Purity (%) | Pressure (bar) | Compressor (HP) | Power (kW) | Beds (No.) | Weight (kg) |
|---|---|---|---|---|---|---|---|
| EP-D+ | 5 | 93±3 | 4–6 | 1 | 0.75 | 2 | 80 |
| EP-5 | 5 | 93±3 | 4–6 | 1 | 0.75 | 2 | 80 |
| EP-10 | 10 | 93±3 | 4–6 | 2 | 1.5 | 2 | 120 |
| EP-15 | 15 | 93±3 | 4–6 | 3 | 2.2 | 2 | 150 |
| EP-20 | 20 | 93±3 | 4–6 | 3 | 2.2 | 2 | 165 |
| EP-30 | 30 | 93±3 | 4–6 | 5 | 3.7 | 2 | 220 |
| EP-40 | 40 | 93±3 | 4–6 | 7.5 | 5.5 | 2 | 280 |
| EP-50 | 50 | 93±3 | 4–6 | 7.5 | 5.5 | 2 | 310 |
| EP-75 | 75 | 93±3 | 4–6 | 10 | 7.5 | 4 | 420 |
| EP-100 | 100 | 93±3 | 4–6 | 15 | 11.0 | 4 | 560 |
| EP-150 | 150 | 93±3 | 4–6 | 20 | 15.0 | 4 | 720 |
| EP-Z | Custom | 93±3 | 4–6 | — | — | — | — |
How to Select the Right Model
Use the following formula to determine the minimum required oxygen flow capacity for medical facilities:
(ICU / OT Beds × 10)
We recommend adding a 25% safety buffer on the calculated value and selecting the next available model capacity.
Important Notes
- All EP-Series plants are factory-tested and pre-commissioned before dispatch.
- Inlet air must be filtered to ISO 8573-1 Class 1.4.1 or better.
- Ambient temperature range: 5 °C to 45 °C. Above 35 °C, a dedicated cooling system is recommended.
- Molecular sieve lifespan: 10+ years under normal operating conditions.
- Installation, commissioning, and Annual Maintenance Contracts (AMC) are available across India.
- For flows above 150 LPM (EP-Z), contact our engineering team for a custom system design.